Telefon 01443 844011 Montag bis Freitag, 9 bis 17 Uhr
oder klicken Sie hier, um uns eine E-Mail zu senden
Wie Handtücher hergestellt werden
Badetücher sind gewebte Stoffstücke aus Baumwolle oder Baumwoll-Polyester, die dazu dienen, die Feuchtigkeit des Körpers nach dem Baden aufzunehmen. Badetücher werden oft im Set mit Gesichtstüchern und Waschlappen verkauft und sind immer das größte der drei Handtücher. Badetücher sind im Allgemeinen mit einer Schlinge oder einem Flor gewebt, der weich und saugfähig ist und so dazu dient, das Wasser vom Körper wegzuleiten. Zur Herstellung dieses Baumwollflors werden spezielle Webstühle, sogenannte Schaftwebstühle, verwendet.
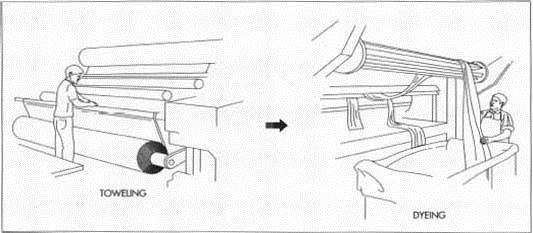
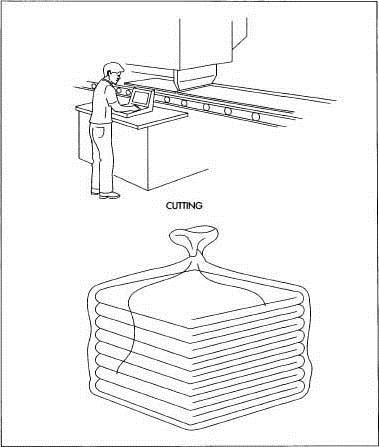
Badetücher sind im Allgemeinen einfarbig, können aber mit maschinengenähten Stickereien verziert, mit ausgefallenen Jacquardmustern (vorgegebene computerprogrammgesteuerte Designs) gewebt oder sogar gestreift bedruckt sein. Da Handtücher viel Wasser ausgesetzt sind und häufiger als andere Textilien mit heißem Wasser gewaschen werden, behalten bedruckte Handtücher ihr Muster möglicherweise nicht sehr lange. Die meisten Handtücher haben zwei Webkanten oder fertig gewebte Kanten an den Seiten und sind oben und unten gesäumt (abgeschnitten und festgenäht). Einige Handtuchhersteller produzieren das für die Handtücher verwendete Garn, weben die Handtücher, färben sie, schneiden und nähen Säume und bereiten sie für den Vertrieb vor. Andere kaufen das bereits gesponnene Garn von anderen Großhändlern und weben nur die Handtücher.
Geschichte des Handtuchwebens
Bis zum frühen 19. Jahrhundert, als die Textilindustrie mechanisiert wurde, konnten Badetücher relativ teuer in der Anschaffung oder zeitaufwändig in der Herstellung sein. Es ist fraglich, wie wichtig diese Hygienetücher für den Durchschnittsbürger waren – schließlich war Baden vor 200 Jahren nicht annähernd so beliebt wie heute! Die meisten noch erhaltenen Handtücher aus dem 19. Jahrhundert sind in der Tat Handtücher, die wahrscheinlich hinter oder auf dem Waschtisch verwendet wurden, dem Möbelstück, auf dem in der Zeit vor der Einführung von Sanitäranlagen das Waschbecken und der Wasserkrug standen. Viele dieser Handtücher bestanden aus handgewebtem, leinengewebtem Naturleinen. In Damenzeitschriften und Versandhauskatalogen finden sich ausgefallenere, jacquardgewebte farbige Leinenmuster (vor allem in Rot und Weiß), aber dabei handelte es sich eher um Hand- und Waschlappen. Erst in den 1890er Jahren ersetzte das weichere und saugfähigere Frottee das leinengewebte Leinenhandtuch.
Als die Baumwollindustrie in diesem Land mechanisiert wurde, konnte Frottiermaterial meterweise oder als Fertigware gekauft werden. In den 1890er Jahren konnte eine amerikanische Hausfrau in den Gemischtwarenladen gehen oder per Post entweder gewebtes, genähtes und gesäumtes türkisches Frottier (Frottee) bestellen oder Frottier meterweise kaufen, es auf die passende Badetuchgröße für ihre Familie zuschneiden und es selbst säumen. Es gab eine Vielzahl von Frottierstoffen – Windelgewebe, Huckaback-Gewebe, „Crash“-Frottier – hauptsächlich aus Baumwolle, da Leinen in diesem Land in den 1890er Jahren noch nicht in großen Mengen kommerziell gewebt wurde. Webereien begannen Ende des 19. Jahrhunderts mit der Massenproduktion von Frotteehandtüchern und stellen sie seitdem in ähnlicher Weise her.
Rohstoffe für die Handtuchherstellung
Zu den Rohstoffen gehören Baumwolle oder Baumwolle und Polyester, je nach Zusammensetzung des Handtuchs in der Produktion. Einige Handtuchfabriken kaufen den primären Rohstoff, Baumwolle, in 500 lb (227 kg) Ballen und spinnen sie mit synthetischen Fasern, um die Art von Garn zu erhalten, die sie für die Produktion benötigen. Einige Fabriken kaufen das Garn jedoch von einem Lieferanten. Diese Garnspulen aus Baumwoll-Polyester-Mischgarn werden in großen Mengen in 7,5 lb (3,4 kg) schweren Garnspulen gekauft. Eine einzelne Garnspule entwirrt 66.000 yd (60.324 m) Faden.
Garn muss beschichtet oder geschlichtet werden, damit es sich leichter weben lässt. Eine solche Industriebeschichtung enthält PVA-Stärke, Harnstoff und Wachs. Bleichmittel werden im Allgemeinen verwendet, um ein Handtuch vor dem Färben aufzuhellen (falls es gefärbt werden soll). Auch diese Bleichmittel variieren je nach Hersteller, können aber bis zu 10 Inhaltsstoffe enthalten (einige davon sind proprietär), darunter Wasserstoffperoxid, ein ätzendes Entschäumungsmittel oder, wenn das Handtuch weiß bleiben soll, einen optischen Aufheller, um das Weiß heller erscheinen zu lassen. Es können auch synthetische oder chemische Farbstoffe mit komplexer Zusammensetzung verwendet werden, die Handtücher sowohl farbecht als auch hell machen.
Design
Die meisten Handtücher sind nicht speziell mit komplexen Mustern gestaltet. Die überwiegende Mehrheit sind einfache Frotteehandtücher, die auf Schaftwebstühlen gewebt werden, mit Schlingenflor und genähten Kanten oben und unten. Größen und Farben variieren je nach Bestellung. Immer häufiger werden weiße oder serienmäßige Handtücher an Großhändler oder andere geschickt, um sie mit computergesteuerten Stickereien oder mit Applikationen oder Dekorationen zu verzieren. Dies geschieht an einem anderen Ort und wird oft von einem anderen Unternehmen durchgeführt.
Der Handtuchherstellungsprozess
Handtuchspinnen
1 Wie oben erwähnt, spinnen einige Fabriken ihr eigenes Garn für Badetücher. Wenn dies in der Fabrik geschieht, erhält der Hersteller riesige Ballen von 500 Pfund (227 kg) mit Baumwolle von hoher oder mittlerer Qualität zur Verarbeitung zu Garn (die Qualität hängt vom Hersteller und der Qualität des Handtuchs in der Produktion ab). Diese Ballen werden von einer automatisierten Uniflock-Maschine aufgebrochen, die von der Oberseite jedes Ballens ein wenig abschneidet, ihn öffnet und dann ablegt. Die Uniflock-Öffnungsmaschine vermischt die Baumwollfasern, indem sie sie wiederholt schlägt, sodass Verunreinigungen herausfallen oder herausgefiltert werden (diese Ballen enthalten viele Verunreinigungen in der Rohbaumwolle). Die reineren Fasern werden durch Rohre zu einer Mischeinheit geblasen, wo die Baumwolle vermischt wird, bevor sie gesponnen wird. Handtücher höherer Qualität verwenden Baumwolle mit Fasern, die vor dem Spinnen dreimal miteinander vermischt werden. In einigen Fabriken wird die Baumwolle während dieses Mischprozesses mit Polyester vermischt.
2 Die gemischten Fasern werden dann durch Rohre zu Kardiermaschinen geblasen, wo rotierende Zylinder mit Drahtzähnen verwendet werden, um die Fasern zu glätten und weiterhin Verunreinigungen vor dem Spinnen zu entfernen. Die Baumwollfasern sind zwar noch kein Garn, werden aber zur Vorbereitung auf das Spinnen zu parallelen Fasern geformt.
3 Diese parallelen Fasern werden dann zu einem Faserband verdichtet – einem gedrehten Strang aus Baumwollfasern. Diese Faserbänder werden in eine weitere Maschine geschickt, in der sie erneut gemischt und zum Glätten zwischen weiteren Walzen hindurchgeschickt werden. Das Endziel sind lange, gerade, parallele Fasern, da diese stärkere Garne ergeben. (Stärkere Garne erfordern weniger Drehung, was ebenfalls zu stärkeren Garnen führt, diese aber weniger weich und saugfähig macht.) Die Fasern werden auf eine große Rolle gewickelt und auf einem Wagen in die Kämmmaschine geschickt.
4 Hier werden die Fasern gekämmt, wobei die Fasern mit einem feineren Satz Drahtzähne als bei der Kardiermaschine noch weiter geglättet werden. Durch das Kämmen werden die kürzeren Fasern entfernt, die gröber und wolliger sind, sodass die feineren, längeren und seidigeren Baumwollfasern zum Spinnen zu Garn übrig bleiben. Nach dem Kämmen werden die Fasern wieder zu einem gedrehten Seilstrang geformt.
5 Die Faserbänder werden zu Vorspinnmaschinen transportiert, wo die Fasern weiter verdreht und geglättet und zu Vorgarnen geformt werden. Der Vorspinnrahmen verdreht die Fasern außerdem leicht. Das Ergebnis ist ein langes Baumwollvorgarn, das im letzten Schritt vor dem Spinnen auf Spulen gewickelt wird.
6 Jetzt ist das Vorgarn bereit zum Spinnen. Die Spule wird auf einer Ringspinnmaschine gesponnen, die das Baumwollvorgarn mechanisch zu einem einzigen Strang auszieht. Die Fasern verhaken sich im Wesentlichen gegenseitig und bilden einen durchgehenden Faden, der sich beim Ziehen oder Spinnen leicht verdreht. Sobald das Garn gesponnen ist, wird es automatisch auf große Räder gewickelt, die, wenn sie mit Faden gefüllt sind, an Käselaibe erinnern.