Telefoon 01443 844011 maandag t/m vrijdag, 9.00 - 17.00 uur
of klik hier om ons een e-mail te sturen
Hoe handdoeken worden vervaardigd
Badhanddoeken zijn geweven stukken stof, hetzij katoen of katoen-polyester, die worden gebruikt om vocht op het lichaam te absorberen na het baden. Badhanddoeken worden vaak verkocht in een set met gezichtshanddoeken en washandjes en zijn altijd de grootste van de drie handdoeken. Badhanddoeken worden over het algemeen geweven met een lus of pool die zacht en absorberend is en dus wordt gebruikt om het water van het lichaam af te voeren. Speciale weefgetouwen, dobby weefgetouwen genaamd, worden gebruikt om deze katoenen pool te maken.
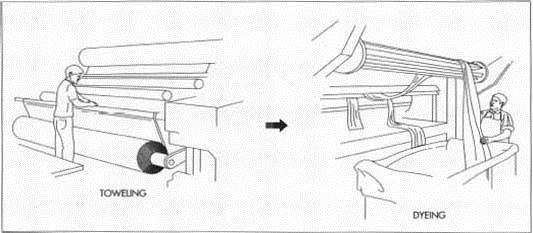
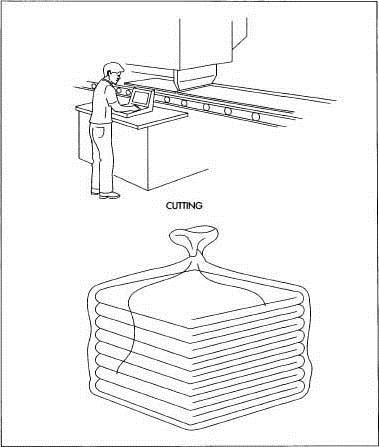
Badhanddoeken zijn over het algemeen van één kleur, maar kunnen versierd zijn met machinaal genaaid borduurwerk, geweven in fantasievolle jacquardpatronen (vooraf bepaalde computergestuurde ontwerpen) of zelfs bedrukt met strepen. Omdat handdoeken worden blootgesteld aan veel water en vaker op een hete wasstand worden gewassen dan andere textielsoorten, behouden bedrukte handdoeken hun patroon mogelijk niet lang. De meeste handdoeken hebben twee zelfkanten of afgewerkte geweven randen langs de zijkanten en zijn aan de boven- en onderkant gezoomd (gesneden en vastgenaaid). Sommige fabrikanten van badstof produceren het garen dat voor de badstof wordt gebruikt, weven de handdoeken, verven ze, snijden en naaien zomen en maken ze klaar voor distributie. Anderen kopen het garen dat al is gesponnen van andere groothandelaren en weven alleen de badstof.
Geschiedenis van het weven van handdoeken
Tot het begin van de negentiende eeuw, toen de textielindustrie mechaniseerde, kon badhanddoek relatief duur zijn om aan te schaffen of tijdrovend om te maken. Er is enige twijfel over hoe belangrijk dit maandverband was voor de gemiddelde persoon - baden was immers 200 jaar geleden lang niet zo universeel populair als nu! De meeste handdoeken uit de negentiende eeuw die bewaard zijn gebleven, zijn inderdaad handdoeken die waarschijnlijk achter of op de wastafel werden gebruikt, het meubelstuk dat de waskom en de kan met water vasthield in de tijd voor de binnenhuisinstallatie. Veel van deze handdoeken waren handgeweven, effen geweven natuurlijk linnen. Luxe damesbladen en postordercatalogi bevatten chiquere jacquardgeweven gekleurde linnenpatronen (met name rood en wit), maar dit waren waarschijnlijker hand- en gezichtsdoeken. Pas in de jaren 1890 verving de zachtere en absorberende badstof de effen linnen handdoeken.
Toen de katoenindustrie in dit land mechaniseerde, kon badstofmateriaal per meter worden gekocht, evenals in afgewerkte producten. In de jaren 1890 kon een Amerikaanse huisvrouw naar de winkel gaan of via de post geweven, genaaide en gezoomde Turkse badstof (badstof) bestellen of badstof per meter kopen, het op maat knippen voor de badhanddoek die haar gezin mooi vond en het zelf zomen. Er was een verscheidenheid aan badstof beschikbaar - luierweefsels, huckabacks, "crash"-handdoeken - voornamelijk van katoen, aangezien linnen in de jaren 1890 niet in grote hoeveelheden commercieel in dit land werd geweven. Weeffabrieken begonnen tegen het einde van de negentiende eeuw met de massaproductie van badstofhanddoeken en produceren ze sindsdien op een vergelijkbare manier.
Grondstoffen voor de productie van handdoeken
Grondstoffen omvatten katoen of katoen en polyester, afhankelijk van de samenstelling van de handdoek in productie. Sommige handdoekfabrieken kopen de primaire grondstof, katoen, in balen van 500 lb (227 kg) en spinnen deze met synthetische stoffen om het type garen te krijgen dat ze nodig hebben voor de productie. Sommige fabrieken kopen het garen echter van een leverancier. Deze garenspoelen van katoen-polyestermengselgaren worden in grote hoeveelheden gekocht in spoelen van 7,5 lb (3,4 kg) garen. Een enkele spoel garen rafelt uit tot 66.000 yd (60.324 m) garen.
Garen moet worden gecoat of gestrekt om het gemakkelijker te kunnen weven. Een dergelijke industriële coating bevat PVA-zetmeel, ureum en was. Bleekmiddelen worden over het algemeen gebruikt om een handdoek wit te maken voordat deze wordt geverfd (als deze geverfd moet worden). Nogmaals, deze bleekmiddelen variëren afhankelijk van de fabrikant, maar kunnen wel 10 ingrediënten bevatten (sommige zijn gepatenteerd), waaronder waterstofperoxide, een bijtende schuimremmer of, als de handdoek wit moet blijven, een optische witmaker om het wit er helderder uit te laten zien. Synthetische of chemische kleurstoffen, van complexe samenstelling, die handdoeken zowel kleurvast als helder maken, kunnen ook worden gebruikt.
Ontwerp
De meeste handdoeken zijn niet speciaal ontworpen in complexe patronen. De overgrote meerderheid zijn eenvoudige badstof handdoeken geweven op dobby weefgetouwen met lus pool, genaaide randen aan de boven- en onderkant. Maten variëren, net als kleuren, afhankelijk van de bestelling. Steeds vaker worden witte of standaard handdoeken naar groothandels of anderen gestuurd om te decoreren met computergestuurd borduurwerk of te decoreren met applicatiestof of decoratie. Dit gebeurt op een andere locatie en wordt vaak gedaan door een ander bedrijf.
Het handdoekmaakproces
Handdoek spinnen
1 Zoals hierboven vermeld, spinnen sommige fabrieken hun eigen garen voor badhanddoeken. Als dit in de fabriek gebeurt, ontvangt de fabrikant enorme balen van 500 lb (227 kg) van katoen van hoge of "middling grade" (van gemiddelde kwaliteit) voor verwerking tot garen (kwaliteit hangt af van de fabrikant en de kwaliteit van de handdoek in productie). Deze balen worden opengebroken door een geautomatiseerde Uniflock-machine die een beetje van de bovenkant van elke baal afknipt, deze opent en vervolgens neerlegt. De Uniflock-openingsmachine mengt de katoenvezels door deze herhaaldelijk te slaan, zodat onzuiverheden eruit vallen of worden gefilterd (deze balen bevatten veel onzuiverheden in de ruwe katoen). De zuiverdere vezels worden door buizen naar een mengeenheid geblazen waar het katoen wordt gemengd voordat het wordt gesponnen. Handdoeken van hogere kwaliteit gebruiken katoen met vezels die drie keer worden gemengd voordat ze worden gesponnen. In sommige fabrieken wordt het katoen tijdens dit mengproces gemengd met polyester.
2 De gemengde vezels worden vervolgens door buizen naar kaardmachines geblazen, waar ronddraaiende cilinders met draadtanden worden gebruikt om de vezels recht te trekken en onzuiverheden te blijven verwijderen voordat ze worden gesponnen. De katoenvezels, die nog geen garen zijn, vormen zich tot parallelle vezels ter voorbereiding op het spinnen.
3 Deze parallelle vezels worden vervolgens gecondenseerd tot een sliver, een gedraaid touw van katoenvezels. Deze slivers worden naar een andere machine gestuurd waarin ze opnieuw worden gemengd en tussen andere rollen worden gestuurd om te worden rechtgetrokken. Het uiteindelijke doel is lange, rechte, parallelle vezels omdat ze sterkere garens produceren. (Sterkere garens vereisen minder draaien, wat ook sterkere garens produceert, maar ze minder zacht en absorberend maakt.) De vezels worden op een grote rol gewikkeld en op een karretje verzonden en in de kammachine gevoerd.
4 Vezels worden hier gekamd, waardoor de vezels verder worden rechtgetrokken met een fijnere set draadtanden dan die op de kaardmachine worden gebruikt. Kammen verwijdert de kortere vezels, die grover en wolliger zijn, waardoor de fijnere, langere, zijdezachtere katoenvezels overblijven om tot garen te spinnen. Eenmaal gekamd, worden de vezels weer gevormd tot een gedraaide touwsliver.
5 De slivers reizen naar rovingmachines waar de vezels verder worden gedraaid en rechtgetrokken en tot rovings worden gevormd. Het rovingframe draait de vezels ook lichtjes. Het resultaat is een lange roving van katoen, die vervolgens in de laatste stap voor het spinnen op klossen wordt gewikkeld.
6 Nu is de roving klaar om te spinnen. De spoel wordt gesponnen op een ringspinmachine, die de katoenen roving mechanisch uittrekt of trekt tot een enkele streng. De vezels grijpen elkaar in feite vast om één doorlopende draad te vormen en draaien de draad lichtjes terwijl deze wordt getrokken of gesponnen. Zodra het garen is gesponnen, wordt het automatisch op grote wielen gewikkeld die lijken op ronde kazen wanneer ze vol met draad zitten.